[VIP第1年] 指数:3
[VIP第1年] 指数:3
生产线的温度控制实现了高度自动化。挤出机、模头、压延辊等关键部位均安装了高精确的温度传感器,这些传感器与智能温控系统相连。在生产聚丙烯(PP)片材时,温控系统可根据预设的工艺温度参数,实时采集各部位的温度数据,并通过 PID 控制算法自动调节加热装置和冷却系统的工作状态,确保温度波动控制在极小范围内,一般可控制在 ±1℃。这种精确的自动化温控,不仅保证了片材的质量稳定性,还避免了因温度失控引发的设备损坏和安全风险。片材边缘修整系统可将废边料即时回收造粒。浙江色母粒片材机功率

在片材机生产线运行过程中,为了保证挤出物料的纯净度,需要定期进行换网。换网装置一般安装在挤出机与模头之间,通过过滤筛网去除物料中的杂质和未熔融的颗粒。常见的换网装置有手动换网和自动换网两种。手动换网需要停机进行操作,将旧滤网取出,更换新滤网,操作相对简单,但会影响生产的连续性。自动换网装置则可以在不停机的情况下实现滤网的更换,提高了生产效率。换网的频率根据原料的纯净度和生产要求而定,一般在滤网前后的压力差达到设定值时,就需要进行换网。浙江高填充片材机工艺导电片材生产需添加15-30%碳纤维填充料。

牵引和收卷在片材机生产过程中相互关联、协同配合。牵引速度的稳定直接影响到收卷的质量,若牵引速度不稳定,会导致片材在收卷时张力不均,从而出现收卷不整齐、片材变形等问题。因此,牵引装置和收卷装置的速度需要精确匹配,通过控制系统实现两者的联动。当牵引速度发生变化时,收卷装置能够迅速做出响应,调整收卷速度,以保持片材的张力恒定。同时,在换卷过程中,牵引装置需要暂停工作,配合收卷装置完成切膜、接膜等操作,确保换卷的顺利进行。只有牵引和收卷紧密协同,才能保证片材机生产出高质量的片材产品,满足不同行业的需求。
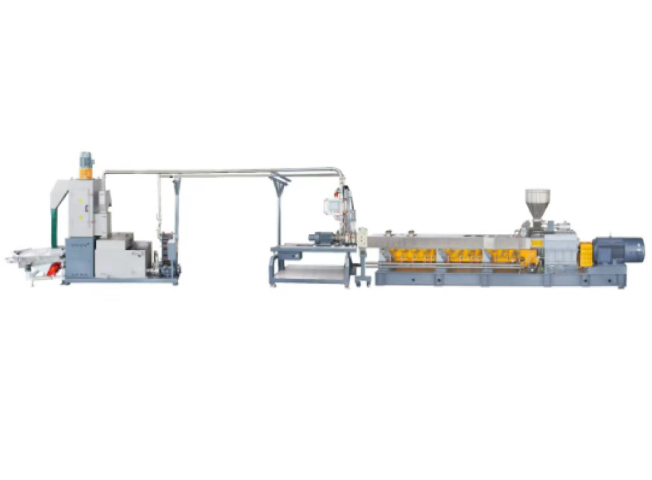
挤出机是片材机生产线的重要设备之一,负责将预处理后的原料加热熔融并塑化。以螺杆挤出机为例,螺杆采用 38CrMoALA 优良氮化钢制成,经氮化处理并表面喷合金,具备出色的耐磨、耐腐蚀性能。在工作时,螺杆通过旋转推动原料沿螺槽前进,同时机筒外部的加热系统将原料逐步升温至熔融状态。螺杆的长径比一般在 25 - 35 之间,不同的长径比适用于不同的原料和生产工艺。长径比大的螺杆,能使原料在机筒内停留时间更长,塑化更充分,适合加工高黏度或对塑化要求较高的原料;而长径比小的螺杆,则适用于加工流动性较好的原料,可提高生产效率。片材机换模作业需使用吊装平衡装置。

片材机的冷却系统经过精心设计,在保证片材冷却效果的同时,很大限度地减少了水资源的浪费。冷却系统采用了高效的热交换器,如板式热交换器,其具有传热效率高、结构紧凑的特点。在冷却过程中,冷却介质(通常为水)在热交换器内与片材进行热量交换,迅速带走片材的热量使其冷却定型。与传统的冷却方式相比,板式热交换器能在较小的空间内实现更大的换热面积,提高了冷却效率,从而降低了冷却介质的流量需求。此外,冷却系统还配备了循环水泵和水质处理装置,对冷却介质进行循环利用和净化处理。通过循环利用,冷却介质的补充量大幅减少,节约了水资源,减少了污水排放,减轻了企业的环保压力。片材机开机升温需按梯度控制防止热冲击。浙江色母粒片材机功率
片材横向收缩率需通过退火工艺控制在<0.5%。浙江色母粒片材机功率
先进的收卷设备采用了一系列关键技术,以提升收卷质量和效率。例如,采用高精度的张力传感器和智能控制系统,能够实时监测和调整片材的张力,使张力波动控制在极小范围内,有效避免片材在收卷过程中出现松卷、皱折等问题。一些收卷设备还配备了自动接膜和切膜装置,在换卷时能够快速、准确地完成接膜和切膜动作,实现连续化生产,很大提高了生产效率。此外,收卷设备的结构设计也十分重要,合理的结构能够确保收卷过程的稳定性,并且方便操作和维护。例如,采用模块化设计,使得设备的组装、拆卸和维修更加便捷,降低了设备的维护成本和停机时间。浙江色母粒片材机功率
文章来源地址: http://xiangsu.smdnjgsb.chanpin818.com/slj/slbcsbds/deta_27242404.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。